


Step 1: Rope Dyeing
The first step in the process is preparing the yarns that will become the weft yarns for the rope dyeing process. 500 yarns go into one rope. This rope is then fed onto a huge roller. Eight of these rollers are fed into the rope dyeing machine at the same time.


The ropes made up of the 500 individual yarns are can be dipped up to 10 times. To achieve the deep indigo blue, the indigo dyestuff must be allowed to oxidize onto the yarn. Notice the bright green of the yarn as it goes through its first dip.
The rope dying process allows enough time for the yarn to fully oxidize before plunging it into a fresh vat of dye. In the case of the 3sixteen 100x, this process is repeated 7 times.
It is not simply how many times that the ropes are dipped that determines the final result. The type of cotton yarn, concentration of indigo, number of dips, the duration of the oxidization all influence the indigo colour. All of these factors are controlled with incredible accuracy by Kuroki.





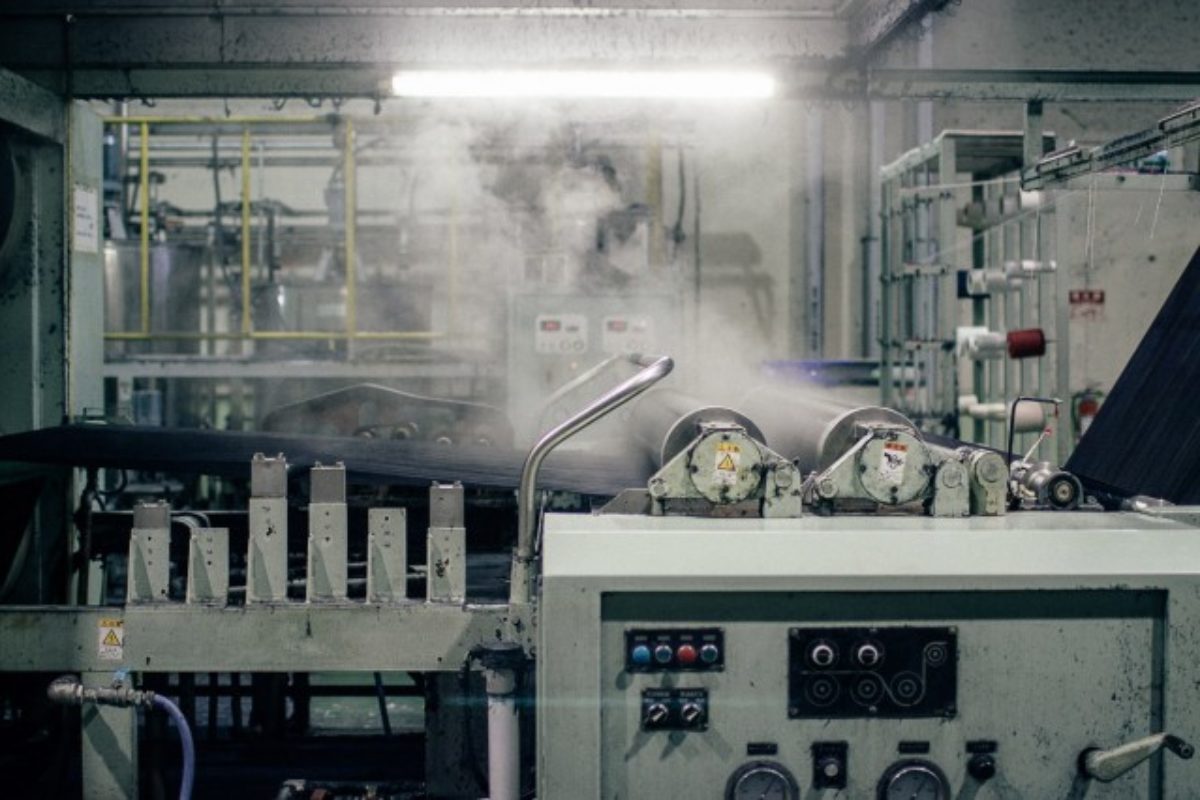
After the final dip, the ropes must be dried. They are fed onto heated rollers and then deposited into carts ready for the next step.
Step 2: Preparing the Yarn For the Loom
Each of the 500 individual yarns that went into the rope must be separated. This is an incredibly delicate process where a keen eye and attention to every last detail is essential. If any of the yarns break, the machine must be stopped, the break found and manually reconnected.
To make the yarns suitable for the looms, they must be steamed and starched. When the yarns come out of this machine they have a dry, paper-like hand. They will now run smoothly through the looms.


Step 3: Weaving
This is where all that hard work finally comes to fruition. The weaving rooms. Located in a separate building, two huge rooms house these beautiful vintage Toyoda looms.
As a testament to their sturdiness and longevity, these looms are run day and night.
Apparently the sound is quite something, as Andrew notes:
“You don’t realize how loud the machines are until you step outside and realize that your ears are ringing.”
Given that so many denims are produced by Kuroki, there was no guarantee that Andrew and Johan would see their denim being woven. By luck, provenance, or some slick timing by the mills managers, then denim we see being woven is the 100x from 3sixteen.



The shuttle flicks back and forth and the beautiful denim, with the essential selvedge, is created. You can see one of the Kuroki employees carefully tending to his machine.
Step 4: Sanforizing
The process does not end here. Each inch of the fabric is passed over a lightbox. The denim is checked in the best way possible, by the human eye. Any flaws, defects or inconsistencies are noted down by a specially trained inspector.
At this point, the denim is still in its unsanforized state. It is taken to another area of the Kuroki facility where this process takes place.
Johan lays his hands on the fabric he knows so well. In its finished, fully sanforized state.

The denim is now ready to be rolled up and shipped out to their manufacturers in the States. There it will be turned into the jeans we know and love so much.
Even catching a glimpse of each image I have a new found appreciation for the care, attention and the sheer amount of hard work that goes into each and every yard of selvedge denim.
So, just have a glance down at your jeans. The denim that you’re wearing, 3sixteen or not, (hopefully) went through a very similar process. Adds a little more dimension to your jeans, don’t you think?
We would like to sincerely thank Andrew and Johan for sharing their experiences with us. And also, a big shout out to photographer Martin Kirby for providing the beautiful photographs.
6 comments
Reading your article has greatly helped me, and I agree with you. But I still have some questions. Can you help me? I will pay attention to your answer. thank you.
exact allergy pills alternative allergy treatment options allergy pills for adults
Wow, incredible blog layout! How long have you been blogging for?
you make blogging look easy. The overall look of your website is excellent, let alone the content!
my blog; vpn special coupon code 2024
Truly when someone doesn’t be aware of then its up to other
visitors that they will assist, so here it takes place.
my web site vpn coupon 2024
I read this post fully concerning the resemblance of most
up-to-date and earlier technologies, it’s
awesome article.
Also visit my web-site: vpn special code
Hi there excellent blog! Does running a blog similar to
this require a great deal of work? I have very little knowledge
of programming however I had been hoping to start my own blog in the near future.
Anyways, if you have any ideas or tips for new blog owners please
share. I understand this is off topic however I simply had to ask.
Kudos!
Stop by my web site: vpn special code